|
 |
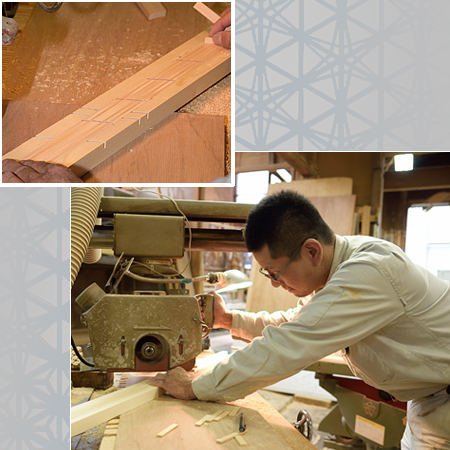
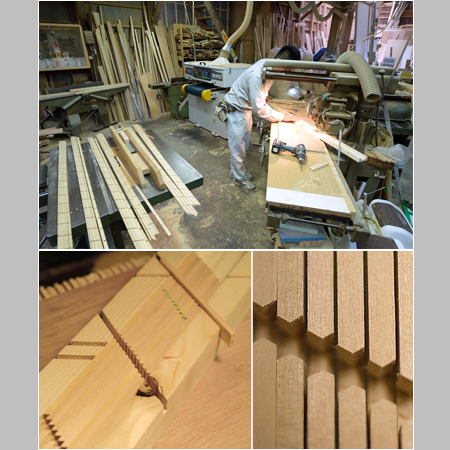
奈良県奈良市の老舗建具店「杉森建具店」を営む山中貴彦さんのお仕事を御紹介致します。
訊ねたのは奈良公園の直ぐ隣近所という、常日頃から歴史文化、伝統工芸文化に接する、杉森建具店の建具製作工場。
大きな建具製作工場には大きな木材加工機械と共に、建具製作の材料木材も所狭しと並べられており、中には先代が集めた銘木もストックされているとの事。
この日は杉森建具店の社長、山中さんが組子の欄間を製作中でしたので、熟練建具職人の高度で繊細な技を御披露いただきます。
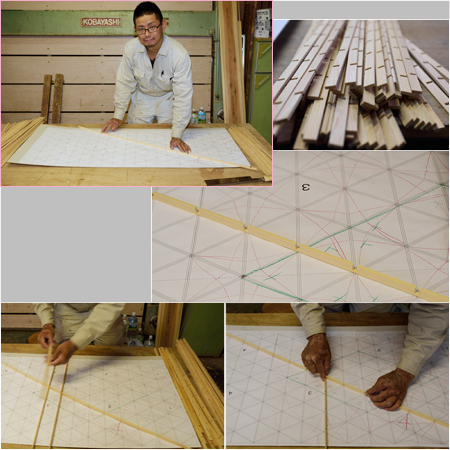
三角模様が並んだ図柄が今回製作中の組子の欄間の見取り図。
黒選は建具の骨格的な模様で、赤と緑で描かれた線はそれに施される飾り組子なのだそうです。
そうそう!
建具職を目指して御子息である悠紀さんが今春から見習い職人として就職致しました。 |
|
 |
この日、悠紀さんは襖下地の製作作業中。
襖下地と云っても数種類があり、此方は和襖(従来襖)で木製骨格(骨下地)にベニヤ板が張り付けられた物。
※杉森建具店では本格的で高級な和襖はもちろん、こういった襖も製作致します。
今春の高校卒業と同時に云わば弟子入りした悠紀さん、以前から建具製作を手伝ってた事の事で、機械の取り扱いにも慣れた様子。
淡々と製作作業をされていました!
まだまだ見習い職人の身、父の貴彦さんのようにコンマ数ミリのカンナ削りなど職人技はありまっせんが(それはあたりまえの事です)が、父の元だからと云う甘えは感じられず「代金を頂戴する商品の製作に携わる」意味を理解しながら、「お客様に納品できる商品」を一つでも多く作れるように建具製作の修行に励まれています。
まだまだ見習い職人の悠紀さんですが、一人前の建具職人を目指して日々奮闘中です。
それは日本の貴重な伝統文化を継承して守り伝える意味からも、この業界にとって明るいニュースではないでしょうか?
|
|
 |
此方からは組子の欄間の三角格子を形作るための部材りの様子。
熟練建具職人の山中さんのお仕事になります。
1.2ミリ厚の薄い板に溝(ホゾ加工)を掘っていく作業です。
薄い板を一枚一枚加工するのではなく、ここでは板を10枚重ねて機械で切削されていました。
この板を組み合わせて格子模様にするので、もちろん溝幅も1.2ミリ幅に整えられます。
言葉にすると簡単ですが、組子は0.1ミリの寸法ズレで組み付けが上手くいかなくなる・・・正確に表現すると「美しい仕上がり」にするには0.1ミリよりも更に細かな単位の精度が要求されるので、この工程はかなり繊細な作業になるとの事。 |
|
 |
板10枚をホゾ加工するための木製の治具もこの為だけに作られる物です。
この治具は切削機械の作業板に固定されてるので不用意に動いたりする事なく作業ができます。
別の云い方をすれば治具製作、治具セット一つも組子製作には大切な工程で、これを間違うと組み合わせた時に予定の組子模様にならなくなるのです。
今回は渡り廊下の組子の欄間が二組なので、一組の必要数88本を2セット分の組子板が作られます。
10本の組子板を一度に加工しますが、予備も含めると210本程の組子板をホゾ加工・・・一本あたり17回ホゾ加工されていましたから、10本の組子板を治具に21回セットして、ひたすらホゾ加工を繰り返すのです!! |
|
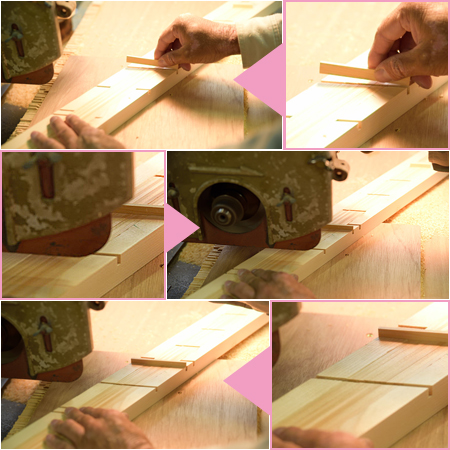 |
簡単に云うと、ホゾ切削加工は治具に組子用の板10枚を収め、切削加工の度に組子板を決められた間隔でスライドさせてホゾ加工する作業。
もう少しかみ砕いて説明すると、
先ず治具に10枚の組子用の板をセットします。
そして位置がズレないように、あらかじめ治具に刻まれた溝に止め板を挟んで固定。
※切削加工前は治具の両端だけに溝があり、組子板には溝が無い状態です。
次にこの状態でホゾ加工機械の刃を手前に動かすと、決まった位置にホゾが掘られます。
治具の溝と組子板のホゾ(溝)が一直線に繋がって表れています!
ホゾが一本掘られると止め板を外して組子板をスライドさせ、先に掘ったホゾと治具の溝を合わせて止め板を差し込んで組子板を固定すると、ホゾが掘られてない部分が定位置にセットされ、次のホゾ加工ができると云う手順です。
|
|
 |
そして更に次の工程が!
組子は釘等を用いずに木組みのみで物の形が作られるので、木がしっかり正確に組み合うように一つ一つの材料を加工しなくてはなりません。
1回目のホゾ加工が終わると、それに別角度でもう一度ホゾ加工が施されました!
今回の組子の欄間は縦と右斜め・左斜めに板を交差させてし組み合わせる「三組手」の技法で製作されます。
三本の板が互い違いの組み合わさってその形になるので、「そうなるように加工」しなくてはなりません・・・スミマセン・・・言葉で説明するのが難しいので図を作りました(※切削角度は再現出来てません)
この加工を組手切りと云います。 |
|
 |
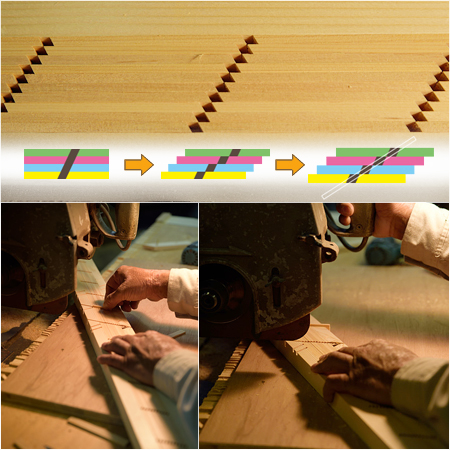
ひたすら、ただひたすらに組手切りのホゾ加工がなされていきます。
組手切りの途中を撮らせていただきました。
止め板がはめ込まれ新たなホゾ加工が追加された様子と、治具に先のホゾ加工の時の溝が別角度で残ってるのがお分かりいただけると思います。
そのホゾをクローズアップすると・・・一枚の板に60度でホゾが二回刻まれて出来上がった組子板。
この一枚が厚さ1.2ミリの薄い板なのです!!
先に加工したホゾの1コマ分づつをずらして、その中間にもう一回ホゾの刻みを施すという極めて繊細な加工ですから、高度な技術が必要とされます。 |
|
 |
いよいよ組み立て工程に。
作業台に今回の組子の欄間の原寸図(割り付け図)を置いて、その図を元に組子板が組み合わせられていきます。
これは地組みと呼ばれる割り付け工程で、さらに細かな組子細工が施される前の基礎の組み付け作業です。
杉森建具店では組子製作を円滑に進める為に、仕上がりの原寸割り付け図を作成して組子細工(飾り建具)を製作する事が殆どなのだとか
細かな模様が連続する組子細工模様は、眼が慣れるにつれ、逆に錯覚のような状態になる事もあり、組み付けの間違いを発見しやすくする理由もあるそうです。
作業慣れによる間違いが発生する事も理解・自覚され、それを防ぐためのひと手間を惜しまない姿勢は、熟練の飾り建具職人であるからこそでしょう。 |
|
 |
三組手の技法によって正三角形の格子文様(三組手亀甲)が現れてきました。
組子文様は大きく分けて二種類あり、今回製作中の組子の欄間建具が菱形が基本骨格になる菱組子(もう一つは縦横に組む格子組子)なのだそう。
その菱組子に縦の組板を組み付ける事によって、更に複雑な正三角形の格子模様が形作られています。
これはあくまでも基本骨格の地組みであって、この三組手亀甲の組子の中に飾り模様が施されていくのです。
※飾り模様を作る工程を「葉入れ」と云い、主に花や葉の形を意匠化して再現していきます。 |
|
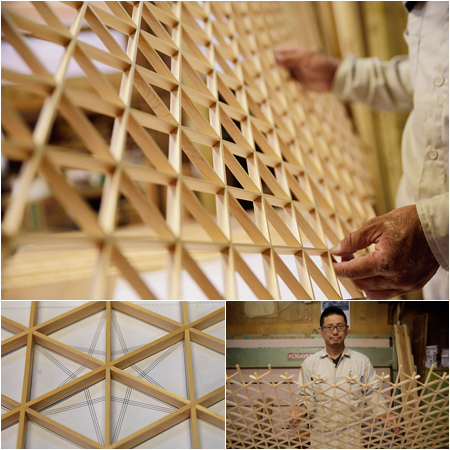 |
三組手の欄間組子が取り合えずの形になりました。
薄い木板を組み合わせているのと、繊細な加工工程から強度に乏しいイメージを持ってしまいましたが、正確な組手切り加工がなされた組板をキッチリ組み合わせた後は、簡単には形が崩れる事はありません。
それは写真のように無造作にひょいと持ち上げられる程の強度なのです。
この日は欄間二枚分の地組みを完成させて作業が終了しました。
下地図案に重ねた地組みの組子の格子模様から葉模様が見えています。
全てが完成した組子の欄間はいったいどんな様子になるのか?正直、形は思い浮かべられませんが、熟練組子職人・山中貴彦の伝統技術が存分に込められた、オンリーワンの素晴らしい組子の欄間が生まれるのは間違いありません。
奈良県奈良市で組子の建具・飾りの建具・組子の欄間の製作をお考えであれば、老舗建具店「杉森建具店」さんに御相談を。
|
|