住宅リフォームの業者・職人を探すならええ職人ドットコムの検索・紹介システム。職人をご紹介します。





- HOME
- > 住所から探す
- >
- > 京都府周辺の職人紹介
- > 工事から探す
- >
- > 島田喜夫のプロフィール
- >
京都市下京区 ステンレス加工・施工(忍び返しの製作・施工)NO1








島田喜夫の施工例
ステンレス加工・施工(忍び返しの製作・加工・施工)
 今回の取材は、京都市下京区の家屋の勝手口の上の屋根にステンレス製の忍び返しを製作・設置するとの事でお邪魔しました。
今回の取材は、京都市下京区の家屋の勝手口の上の屋根にステンレス製の忍び返しを製作・設置するとの事でお邪魔しました。
ステンレスのSUS304を使用するため、これまでの溶接とは違って異様な防御作業のいでたちで島田さんは、臨みました。今回の取材は、京都市下京区の家屋の勝手口の上の屋根にステンレス製の忍び返しを製作・設置するとの事でお邪魔しました。
ステンレスのSUS304を使用するため、これまでの溶接とは違って異様な防御作業のいでたちで島田さんは、臨みました。 ゴールデンウィーク明けの7日に訪問しました。
ゴールデンウィーク明けの7日に訪問しました。
朝一番の訪問でしたが、工場内は、綺麗に清掃されており、整然と整理されています。
特に、作業台と思われるメインの鉄板の上は、特に綺麗に清掃されており、このような環境で製作される、製品は、きっとしっかりした出来栄えであろうと、想像できます。
島田さんの性格でもあろうと思われて好感を持ちます。ゴールデンウィーク明けの7日に訪問しました。
朝一番の訪問でしたが、工場内は、綺麗に清掃されており、整然と整理されています。
特に、作業台と思われるメインの鉄板の上は、特に綺麗に清掃されており、このような環境で製作される、製品は、きっとしっかりした出来栄えであろうと、想像できます。
島田さんの性格でもあろうと思われて好感を持ちます。 島田社長は、まずステンレス製の忍び返しの曲り(Rの部分)の部分を完璧にするために、サンプルを作る事を始めました。
島田社長は、まずステンレス製の忍び返しの曲り(Rの部分)の部分を完璧にするために、サンプルを作る事を始めました。
7ミリのステンレス棒をカットし、アセチレンガスで、先端を赤くなるまで、熔解させ、大きなカナズチで叩いていきます。
結構な力が必要ですが、ガンガン打ち込んで先を尖らせます。島田社長は、まずステンレス製の忍び返しの曲り(Rの部分)の部分を完璧にするために、サンプルを作る事を始めました。
7ミリのステンレス棒をカットし、アセチレンガスで、先端を赤くなるまで、熔解させ、大きなカナズチで叩いていきます。
結構な力が必要ですが、ガンガン打ち込んで先を尖らせます。 昨日、現場にて計測した、R(曲り)の図面を参考にして、鉄パイプを選択し、電動のこぎりにてカットしました。
昨日、現場にて計測した、R(曲り)の図面を参考にして、鉄パイプを選択し、電動のこぎりにてカットしました。
パイプに2個の穴を開け、裏をねじ止めにして、鉄板の作業台にアセチレンガスで溶接していきます。昨日、現場にて計測した、R(曲り)の図面を参考にして、鉄パイプを選択し、電動のこぎりにてカットしました。
パイプに2個の穴を開け、裏をねじ止めにして、鉄板の作業台にアセチレンガスで溶接していきます。 最初に取り付けた場所からもっと端に付けるために、鉄パイプを移動させて再度熔着します。
最初に取り付けた場所からもっと端に付けるために、鉄パイプを移動させて再度熔着します。
そこで、7ミリの先の尖った方を、止めパーツに入れ、てこパイプにて曲げていきます。最初に取り付けた場所からもっと端に付けるために、鉄パイプを移動させて再度熔着します。
そこで、7ミリの先の尖った方を、止めパーツに入れ、てこパイプにて曲げていきます。 島田社長の息子さんの尚樹さんは、今回使用する、7ミリと9ミリのステンレス棒を棚から抜き取り、電動のこぎりにてカットしていきます。
島田社長の息子さんの尚樹さんは、今回使用する、7ミリと9ミリのステンレス棒を棚から抜き取り、電動のこぎりにてカットしていきます。
尚樹さんに聞くと、鉄に比べてステンレスは、硬く、刃を壊さないように、慎重に丁寧に切っていくとのことです。あまり力を入れすぎると、斜めにカットされていくとの説明でした。島田社長の息子さんの尚樹さんは、今回使用する、7ミリと9ミリのステンレス棒を棚から抜き取り、電動のこぎりにてカットしていきます。
尚樹さんに聞くと、鉄に比べてステンレスは、硬く、刃を壊さないように、慎重に丁寧に切っていくとのことです。あまり力を入れすぎると、斜めにカットされていくとの説明でした。 島田社長がステンレス製忍び返しの一番難しい曲線部分を仕上げたサンプルができました。
島田社長がステンレス製忍び返しの一番難しい曲線部分を仕上げたサンプルができました。
島田社長と息子の尚樹さんは、そのサンプルに基ずいて打ち合わせを始めました。
尚樹さんは、元の計測した図面から、自分のみが判る簡単な図を書きました。島田社長がステンレス製忍び返しの一番難しい曲線部分を仕上げたサンプルができました。
島田社長と息子の尚樹さんは、そのサンプルに基ずいて打ち合わせを始めました。
尚樹さんは、元の計測した図面から、自分のみが判る簡単な図を書きました。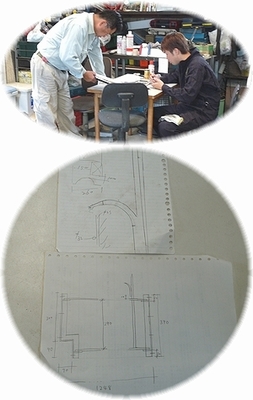 島田社長と尚樹さんは、これからの製作手順を打ち合わせていきます。
島田社長と尚樹さんは、これからの製作手順を打ち合わせていきます。
特に忍び返しを左右で止める部品については、綿密に打ち合わせをしていました。
尚樹さんが書いた簡単な図ですが、要領よく、失敗のないように仕上げるための図であり、尚樹さんにとって作業指示書みたいな図です。島田社長と尚樹さんは、これからの製作手順を打ち合わせていきます。
特に忍び返しを左右で止める部品については、綿密に打ち合わせをしていました。
尚樹さんが書いた簡単な図ですが、要領よく、失敗のないように仕上げるための図であり、尚樹さんにとって作業指示書みたいな図です。 島田社長は、打ち合わせが終わると、すぐに尚樹さんがカットした9ミリと7ミリのステンレス棒を持って所定の位置に座りました。
島田社長は、打ち合わせが終わると、すぐに尚樹さんがカットした9ミリと7ミリのステンレス棒を持って所定の位置に座りました。
アセチレンガスで、ステンレス棒の先を熔解し、真っ赤になった先を大きな金ずちで叩いていきます。
7ミリ・9ミリ共に11本ずつ作製していきます。島田社長は、打ち合わせが終わると、すぐに尚樹さんがカットした9ミリと7ミリのステンレス棒を持って所定の位置に座りました。
アセチレンガスで、ステンレス棒の先を熔解し、真っ赤になった先を大きな金ずちで叩いていきます。
7ミリ・9ミリ共に11本ずつ作製していきます。 左の写真は、上が、7ミリのステンレス棒の先を尖らせた半完成品で、下が、9ミリのステンレス棒の先を尖らせた半完成品です。
左の写真は、上が、7ミリのステンレス棒の先を尖らせた半完成品で、下が、9ミリのステンレス棒の先を尖らせた半完成品です。
夫々11本ずつありますが、アセチレンガスで熔解後、大きな金ずちで叩いて尖らせていくのですが、大変な力仕事であり、島田社長は、出来上がるまで、一心不乱に叩く事に打ち込んでいました。左の写真は、上が、7ミリのステンレス棒の先を尖らせた半完成品で、下が、9ミリのステンレス棒の先を尖らせた半完成品です。
夫々11本ずつありますが、アセチレンガスで熔解後、大きな金ずちで叩いて尖らせていくのですが、大変な力仕事であり、島田社長は、出来上がるまで、一心不乱に叩く事に打ち込んでいました。 先の尖った7ミリのステンレス棒を曲げる工程にはいりました。
先の尖った7ミリのステンレス棒を曲げる工程にはいりました。
あらかじめ作っておいた、鉄管の止め具に尖った先を差し込みます。
その後、梃子(てこ)棒を、ステンレス棒に挟み込み、手前に人力で押していき、曲げていきます。
曲げて行く状況が良く判っていただける写真が下にあります。先の尖った7ミリのステンレス棒を曲げる工程にはいりました。
あらかじめ作っておいた、鉄管の止め具に尖った先を差し込みます。
その後、梃子(てこ)棒を、ステンレス棒に挟み込み、手前に人力で押していき、曲げていきます。
曲げて行く状況が良く判っていただける写真が下にあります。 島田社長は、曲げ終えたステンレス棒を持って、電気大型やすりを動かして、先を磨きにかかりました。
島田社長は、曲げ終えたステンレス棒を持って、電気大型やすりを動かして、先を磨きにかかりました。
ステンレス棒の先の尖った状態を皆一定にするために、小さいサンダーも利用して、綺麗に仕上げていきます。
尚樹さんは、9ミリのステン棒を固定するための、ステン製の土台に11個の穴を開けるべく、ボール盤で作業をしています。島田社長は、曲げ終えたステンレス棒を持って、電気大型やすりを動かして、先を磨きにかかりました。
ステンレス棒の先の尖った状態を皆一定にするために、小さいサンダーも利用して、綺麗に仕上げていきます。
尚樹さんは、9ミリのステン棒を固定するための、ステン製の土台に11個の穴を開けるべく、ボール盤で作業をしています。 島田社長は、9ミリのステン棒に、曲りのある7ミリのステン棒を溶接するため、アルゴン溶接を始めました。
島田社長は、9ミリのステン棒に、曲りのある7ミリのステン棒を溶接するため、アルゴン溶接を始めました。
尚樹さんは、さっきボール盤で穴を開けた、ステン製の土台を作業台の上でチェックしています。
アルゴン溶接を終えた忍び返しのステン棒です。綺麗に溶接されています。
島田社長と尚樹さんは、ステンの土台のアルゴン溶接についての打ち合わせをしました。島田社長は、9ミリのステン棒に、曲りのある7ミリのステン棒を溶接するため、アルゴン溶接を始めました。
尚樹さんは、さっきボール盤で穴を開けた、ステン製の土台を作業台の上でチェックしています。
アルゴン溶接を終えた忍び返しのステン棒です。綺麗に溶接されています。
島田社長と尚樹さんは、ステンの土台のアルゴン溶接についての打ち合わせをしました。 島田社長は、尚樹さんが、ボール盤で穴を開けた上下の土台を作業台の上に固定するため、アングルを作業台に溶接しました。
島田社長は、尚樹さんが、ボール盤で穴を開けた上下の土台を作業台の上に固定するため、アングルを作業台に溶接しました。
ステンの土台を夫々のアングルに固定しました。上下の穴の位置を合わせる事が大事です。
左端に忍び返しの9ミリのステン棒を差し込み、角度を取ってアルゴン溶接をしました。
次に右端も同じように、角度に十分注意してアルゴン溶接を底面と上の土台に施しました。島田社長は、尚樹さんが、ボール盤で穴を開けた上下の土台を作業台の上に固定するため、アングルを作業台に溶接しました。
ステンの土台を夫々のアングルに固定しました。上下の穴の位置を合わせる事が大事です。
左端に忍び返しの9ミリのステン棒を差し込み、角度を取ってアルゴン溶接をしました。
次に右端も同じように、角度に十分注意してアルゴン溶接を底面と上の土台に施しました。 島田社長は、同じ要領で、次々にアルゴンガス溶接をやっていきました。
島田社長は、同じ要領で、次々にアルゴンガス溶接をやっていきました。
この工程では、忍び返しの角度が大変大事であり、綺麗に仕上げる意味でも、狂いのない目を持つ事が、大事だと島田社長は、教えてくれました。
島田鉄工所では、圧倒的に鉄の加工・製品が多いのですが、ステンレスの製作・加工も十分にできると理解いたしました。島田社長は、同じ要領で、次々にアルゴンガス溶接をやっていきました。
この工程では、忍び返しの角度が大変大事であり、綺麗に仕上げる意味でも、狂いのない目を持つ事が、大事だと島田社長は、教えてくれました。
島田鉄工所では、圧倒的に鉄の加工・製品が多いのですが、ステンレスの製作・加工も十分にできると理解いたしました。 本日の工程は、ほぼ終了を迎えました。
本日の工程は、ほぼ終了を迎えました。
後は、左右の止め具(ステンレス製)の溶接と薬品を塗ってからの磨きが残りますが、その作業は、明日やることになりました。
左の写真は、左右の止め具が、このように溶接されますと、説明してくれました。本日の工程は、ほぼ終了を迎えました。
後は、左右の止め具(ステンレス製)の溶接と薬品を塗ってからの磨きが残りますが、その作業は、明日やることになりました。
左の写真は、左右の止め具が、このように溶接されますと、説明してくれました。 朝9時からスタートした、ステンレス製忍び返しの製作加工は、ほとんどの作業を終えました。
朝9時からスタートした、ステンレス製忍び返しの製作加工は、ほとんどの作業を終えました。
大変手間のかかる工程だったと思いました。
島田社長と息子の尚樹さんは、黙々と作業に打ち込み、我慢強い一面を見せてくれました。
後日、京都市下京区の住宅の勝手口の上の屋根に今回作製されたステンレス製忍び返しの施工の際は、取材にお邪魔しようと思って
います。朝9時からスタートした、ステンレス製忍び返しの製作加工は、ほとんどの作業を終えました。
大変手間のかかる工程だったと思いました。
島田社長と息子の尚樹さんは、黙々と作業に打ち込み、我慢強い一面を見せてくれました。
後日、京都市下京区の住宅の勝手口の上の屋根に今回作製されたステンレス製忍び返しの施工の際は、取材にお邪魔しようと思って
います。
◆ その他の施工例もクリック!
- ● 京都市西京区
- テント用フレームを加工製作
- ● 京都市西京区
- 初出から熔接開始
- ● 京都市西京区
- 美容室の作業場の屋根テント施工NO1
- ● 京都市西京区
- 美容室の作業場の屋根テント施工NO2
- ● 京都市左京区
- 店舗看板製作取り付け工事
- ● 京都市下京区
- ステンレス加工・施工(忍び返しの製作・施工)NO1
- ● 京都市下京区
- ステンレス加工・施工(忍び返しの製作・施工)NO2
- ● 京都市下京区
- ステンレス加工・施工(忍び返しの製作・施工)NO3
- ● 京都市東山区
- 歌舞伎を演じる劇場の屋上の通路雨除けテント施工
- ● 京都市下京区・東山区・滋賀県
- 有名老舗中華料理店・レストラン・ベーカリーのテント施工
- ● 京都・久御山町、南区
- 会社の階段手すり・店舗テント施工
- ● 滋賀県大津市
- 人気ラーメン店のテント施工
- ● 京都市伏見区
- 2015 京都ものづくりフェアーにて、島田尚樹さん大活躍
- ● 京都府城陽市
- 荷物リフトの隙間加工熔接工事
- ● 京都市内・乙訓
- 日除け・雨除け・水除けテント工事
- ● 京都市西京区
- 保育園の中庭の開閉式テント新設工事
- ● 滋賀県甲賀市水口
- 店舗テントの新設工事
- ● 滋賀県大津市下坂本
- スーパーのテント移設とタイヤ取り付け工事
- ● 京都市西京区
- テントフレーム作製作業
- ● 京都市西京区
- 初出より、テントフレーム製作
島田喜夫の施工例


- HOME
- > 住所から探す
- >
- > 京都府周辺の職人紹介
- > 工事から探す
- >
- > 島田喜夫のプロフィール
- >
京都市下京区 ステンレス加工・施工(忍び返しの製作・施工)NO1
- > HOME
- > 住所から探す
- >
- > 京都府周辺の職人紹介
- > 工事から探す
- >
- > 島田喜夫のプロフィール
- > 京都市下京区 ステンレス加工・施工(忍び返しの製作・施工)NO1




